Hey y'all, I've been having issues with gaps forming between the outer layers of the print walls, and I'm not sure how to fix that. I thought it might be because of a clogged extruder, but the issue didn't get fixed when I cleaned it. I tried adjusting the E-steps, but smaller values caused blobs of filament to form on the outer walls likely because lower values overextruded the filament. Apart from the weird top layer and walls, the prints turn out perfectly fine, so it might be a slicer related issue. The printer is an Ender 3 pro with a bltouch sensor and upgraded marlin board + octoprint.
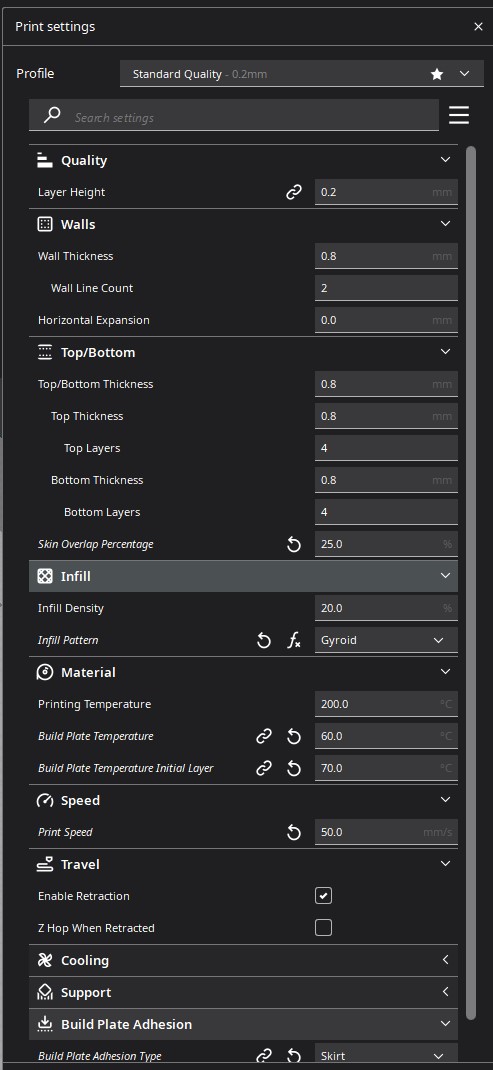
Here are some pictures of the issue, and a screenshot of the slicer settings:


Any help is greatly appreciated :3